
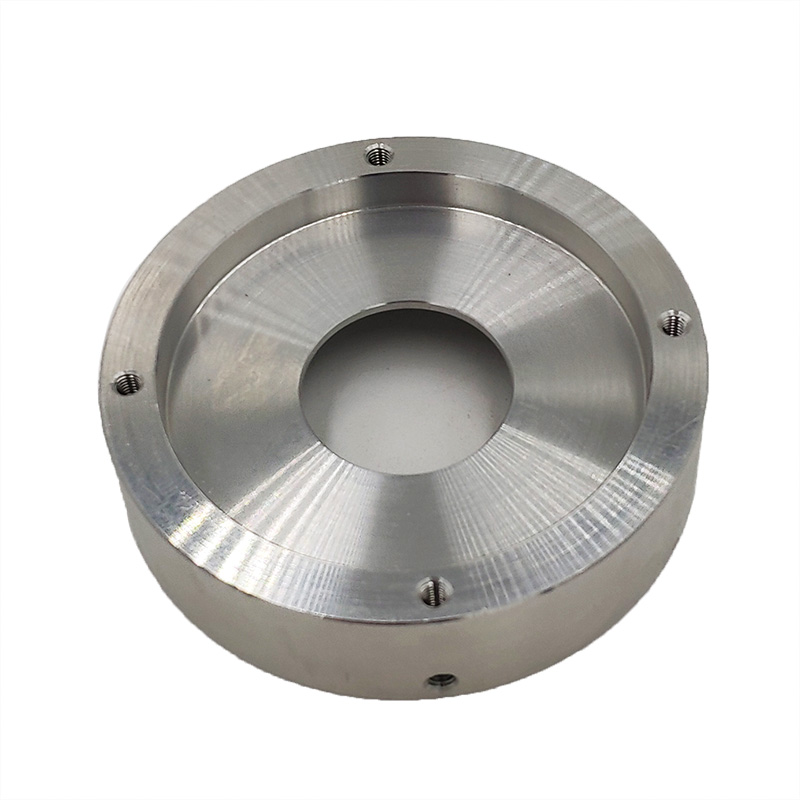

קנק פּרעסיסיאָן ייַזנוואַרג טורנינג סערוויס

וואָס פּאַרץ זענען פּאַסיק פֿאַר פּינטלעכקייַט מאַשינינג?
ערשטער פון אַלע, ייַזנוואַרג מאַשינינג.קאַמפּערד מיט פּראָסט ליידז, קנק ליידז האָבן די פונקציע פון קעסיידערדיק לינעאַר גיכקייַט קאַטינג.ביידע די סוף פּנים פון די מאַשין און די ויסווייניקסט קרייַז פון פאַרשידענע דיאַמעטערס קענען זיין פּראַסעסט אין דער זעלביקער לינעאַר גיכקייַט.די מאַשינינג פון מעטשאַניקאַל מאָולדז געראַנטיז די ייבערפלאַך די ראַפנאַס וואַלועס זענען קאָנסיסטענט און לעפיערעך קליין.דער פּראָסט לייד האט אַ קעסיידערדיק גיכקייַט, און די קאַטינג גיכקייַט איז אַנדערש פֿאַר פאַרשידענע דיאַמעטערס.ווען דער מאַטעריאַל פון די וואָרקפּיעסע און די געצייַג, די פינישינג פּענסיע און די געצייַג ווינקל זענען זיכער, די ייבערפלאַך ראַפנאַס דעפּענדס אויף די קאַטינג גיכקייַט און קאָרמען קורס.
ווי צו פֿאַרבעסערן די מאַשינינג ווירקונג פון מאַשינינג?
1. אין דעם פּראָצעס פון ניצן די גיכקייַט-קאַנטראָולד מאַשין געצייַג פֿאַר פּראַסעסינג, עס איז נייטיק צו ענשור אַז די אַרבעט ייבערפלאַך קענען טראָגן די מערסט גענוג וואָג און די מאַשינינג פּרייַז צו ענשור אַז די מאַשינינג פּראָצעס קענען גיינ ווייַטער סמודלי.מאָדערן פּראַסעסינג איז צו קענען צו פאַרגרעסערן פּראָדוקציע.אויב די פּראַסעסינג טיש קענען נישט טרעפן די רעקווירעמענץ פון נוצן, אַנעבאָן מעטאַל מאַשינינג וועט זיין אַפעקטאַד צו אַ זיכער מאָס אין די פּראָדוקציע פּראָצעס.2. אין דעם פּראָצעס פון מאַשינינג, רעכט צו דער ינקריסינג גיכקייַט פון מאָדערן הויך-גיכקייַט קאַטינג, אין סדר צו אַדאַפּט צו די מאַשינינג אופֿן, דער בלויז וועג צו רעדוצירן די ראַדיוס פון די געצייַג איז צו פאַרגרעסערן די מאָווינג גיכקייַט פון די הויפּט שייַכעס. די מאַשין געצייַג.טרעפן די נוצן רעקווירעמענץ אין די פּראַסעסינג פּראָצעס און פֿאַרבעסערן די קוואַליטעט פון נוצן.
מיר טיילן מעטשאַניקאַל פּראַסעסינג אין די פאלגענדע 3 סטאַגעס:
1, פּנים איידער לאָך
פֿאַר פּאַרץ אַזאַ ווי קעסטל גוף, קאַנטיקער און קאַנעקטינג רוט, די פלאַך זאָל זיין פּראַסעסט ערשטער און דעמאָלט די לאָך זאָל זיין פּראַסעסט.אין דעם וועג, די האָלעס קענען זיין פּאַזישאַנד אויף די פלאַך צו ענשור די שטעלע אַקיעראַסי פון די פלאַך און די האָלעס, און עס איז באַקוועם צו פּראָצעס די האָלעס אויף די פלאַך.
2. פּראָצעס די דאַטום ייבערפלאַך ערשטער
בעשאַס די פּראַסעסינג פון די טייל, די ייבערפלאַך ווי די פּאַזישאַנינג רעפֿערענץ זאָל זיין פּראַסעסט ערשטער אין סדר צו צושטעלן אַ גענוי רעפֿערענץ פֿאַר די סאַבסאַקוואַנט פּראַסעסינג ווי באַלד ווי מעגלעך.עס איז גערופן "בענטשמאַרק ערשטער רודערן".
3, טיילן די פּראַסעסינג בינע
סערפאַסיז מיט הויך פּראַסעסינג קוואַליטעט רעקווירעמענץ זענען צעטיילט אין פּראַסעסינג סטאַגעס, וואָס קענען בכלל זיין צעטיילט אין דרייַ סטאַגעס: פּראָסט פּראַסעסינג, האַלב-פינישינג און פינישינג.דער הויפּט צו ענשור די פּראַסעסינג קוואַליטעט;פאַסילאַטייט די באַרדאַסדיק נוצן פון ויסריכט;פאַסילאַטייט די אָרדענונג פון די היץ באַהאַנדלונג פּראָצעס;און גרינגער מאַכן די גילוי פון ליידיק חסרונות וכו'.





