
Vinnureglur marghyrningsvinnslu
Til að vinna marghyrnt vinnustykki á rennibekk þarf að setja upp sérstakt tæki eins og sýnt er á myndinni.

1-skera 2-verkstykki 3-spenna 4-alhliða tenging 5-Gírskipting 6-skrúfa 7-botnplata
Þegar snúið er, er það sett upp á miðri renniplötu til að láta vinnustykkið og verkfærið snúast í sömu átt og hraðahlutfallssambandið milli verkfærsins og vinnustykkisins með ákveðnum fjölda verkfærahausa er notað til að átta sig á hlutfallslegri hreyfingu tólið og vinnustykkið, þannig að það sé að veruleika samkvæmt þróunarreglunni Yfirborðsmyndun, ljúktu vinnslu á ferningi, sexhyrningi, venjulegum þríhyrningi, trapisu, tromma, mitti, flatri, demant, óreglulegum marghyrningi og marghyrndum vinnustykki með mjókkandi.
Til dæmis, þegar unnið er úr jafnhliða þríhyrningi, er flutningshlutfall verkfærisins við vinnustykkið i = 3, þannig að ferill verkfæraoddsins miðað við ás vinnustykkisins er reglulega endurtekin lokuð ferill meðan á skurðarferlinu stendur, og miðhluti umkringdur ferilnum myndar áætluð þríhyrning.

Ef ás vinnsluhlutans er utan hreyfihrings verkfæraoddsins er þríhyrningurinn sem kallast „ytri skurðaraðferð“ sýndur á mynd a;ef ás vinnsluhlutans er inni í hreyfihring verkfæraoddsins er það kallað „innri skurðaraðferð“ og þríhyrningurinn lítur út eins og mynd b sýnir.
Það má sjá af þríhyrningsmyndum sem settar eru fram, hvort sem ytri skurðaraðferðin eða innri skurðaraðferðin er notuð, yfirborð unnu þríhyrningslaga vinnuhlutanna eru ekki flatir, heldur eru hringbogaflötur sem eru um það bil flatar.Þess vegna er aðferðin við að snúa marghyrningum sem nefnd er hér að ofan aðeins Það er hægt að nota það í vinnslu sem krefst ekki mikillar flatar yfirborðs.
2 Kynning á þeim verkfærum sem eru víðar notuð

Ofangreind kynning er hefðbundin kenning og í hagnýtri notkun eru mismunandi gerðir af framsetningu verkfæra, meginreglan er sú sama, en í inngangi meginreglunnar gerir verkfærið aðalhreyfinguna á snældunni, vinnustykkið hjálparhreyfinguna. , og í Í hagnýtum forritum er vinnustykkið aðallega fært á snælduna.
Í marghyrningsbeygju er fljúgandi skurðarskífa notaður til að skera út marghyrninga (þrjár til átta hliðar) á hlið ássamhverfs vinnustykkis.Vinnustykkið (aðal snælda) og snúningsverkfæri (fljúgandi skurðarhaus) vinna saman á samstilltan hátt til að vinna vinnuflötinn.
Fjöldi skurðflata fer eftir flutningshlutfalli og fjölda skurðbrúna á skurðarverkfærinu.Snúningsstefna vinnustykkisins og verkfærisins er gagnstæð.
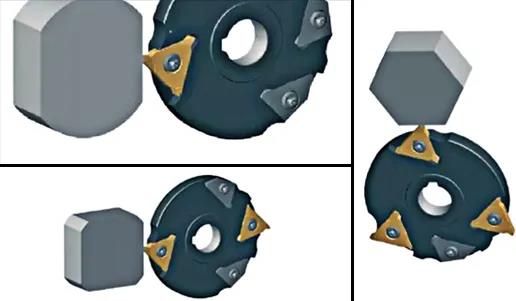
Vinnsla sexhyrninga
Vinnsla rétthyrningur
Skerið með tveimur hnífum er notað til að skera út ferhyrninga og skerið með þremur hnífum er notað til að skera út sexhyrninga o.s.frv. Ef mismunandi flutningshlutföll eru notuð eða fjölda skurðbrúna á verkfærinu er breytt, stórar dældir eða útstæð sveigja bogar geta birst á yfirborði vinnustykkisins.
Vegna þessarar meginreglu er útlínuferillinn sem myndast af þjórpunktinum nákvæmlega sporbaug, en ferillinn sem er útfærður á kraftyfirborði skiptilykilsins er hluti sporbaugsins með stærri bogadíus, svo það hefur ekki áhrif á samsetningu að herða og losa.starfandi.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
Birtingartími: 29. apríl 2020